TightCNC
TightCNC is a CNC controller interface application with a focus on backend robustness and stability. The architecture is based around a solid, flexible backend that is frontend-agnostic; and a framework for easily writing interactive gcode filters and processors (such as tool change, autolevel, etc). The two included frontends are an interactive console-based UI and a command-line interface.
Its features include:
- Support for arbitrary axes
- Autoleveling using a surface probe, with a few special features
- Failed/interrupted job recovery, as in the case of a power outage
- Plugin system allowing external extensions
- A powerful macro system using javascript, capable of interacting with both the controller and user (via the ui) in real time
- A framework designed for pluggable gcode transforms that can analyze and modify gcode live (eg. used to implement job recovery, autoleveling, etc.)
- Completely API-driven for independence from any particular UI. A key-driven terminal interface is included (no mouse required).
- Includes a command-line utility for shell scripting
- Keeps an automatically rotating log of all recent communication with the device for debugging purpose
- Both server and bundled console UI can run on a raspberry pi
- Supports arbitrary file sizes, files are never loaded into memory all at once
- Includes a framework for building automatic parameterized gcode generators, based on the macro system
- Runtime feed override
- Supports multiple simultaneous clients
- Currently supports TinyG and GRBL (both 0.9 protocol and 1.1 protocol)
- Deep integrations with controllers, taking advantage of each controller's unique features for optimal performance and abilities
- Fast gcode sender supporting short, fast moves while still ensuring immediate operations such as feed hold/cancel are immediately effective
TightCNC is not designed to be an all-in-one CAD/CAM/Sender package; it is strictly focused on post-CAM processing and machine interfacing. Nearly all operations are handled server-side, so things like UI crashes are not an issue for ongoing jobs.
- TightCNC
Supported Devices
Currently supported devices are:
- TinyG
- GRBL (0.9 protocol)
- GRBL (1.1 protocol)
Each supported device has a complete implementation designed to take advantage of the device's unique features to improve performance and to take care of edge cases.
Setup
Install Node.JS
You can install node through the instructions here for your platform.
Install TightCNC
To install the current published version from npm: $ npm install -g tightcnc
To clone from git: git clone https://github.com/crispy1989/tightcnc.git After cloning, cd into the directory and: npm install
Configure TightCNC
Create a file called tightcnc.conf, copied from tightcnc.conf-example. This file can
be located in the package root directory (the git checkout directory if cloned from git, or node_modules/tightcnc/ if installed from npm), or in /etc. You
can also specify the location of the configuration file by setting the environment variable TIGHTCNC_CONFIG to the path of the config file, including filename.
Open the config file and add/edit options as needed. It is in standard YAML (or JSON) format. The server will not start until it finds the configuration file. Proper configuration is critical for safe operation. In addition to editing the options found in the example configuration, take a look at the config defaults file for a more complete list of options. Also check the options for any plugins you plan to use.
The same configuration file is used for both the client and the server, but most of the options are only relevant to the server. To run the client on
a separate machine, set up the configuration on the client machine as well. The main client settings are host and authKey, but there are some
consoleui-specific options as well.
Permissions
The server process will need to be able to access the serial port. On Linux, this can be accomplished either by running the server as root (not recommended),
or by giving the user access to the serial port. On many Linux systems, the command sudo usermod -a -G serial <username> will work.
Running
Server
To run the server, run the command tightcnc-server. If running from git, you can use ./bin/tightcnc-server.js or npm run server.
The server should print out "Listening on port ...", followed by "Controller ready." when connected over serial. If there's an error connecting, it will be printed out. If there's an error, or the server cannot connect immediately, it will keep trying until successful.
Console UI
Run the console ui with tightcnc-consoleui, or (from git) ./bin/tightcnc-consoleui.js. If the server is not running,
consoleui will exit immediately.
Command Line Interface
The command-line interface can be accessed with the command tightcnc --help, or (from git) ./bin/cli.js --help.
ConsoleUI Usage
The console ui is a key-driven interface that primarily uses hotkeys to navigate. The available hotkeys for the current mode are displayed at the bottom of the screen, along with brief notes about what each does. The escape key is usually used to "go back", cancel, or exit the mode.
Screen Layout
At the bottom of the screen is the hint box, which displays hints for currently available keys and what they do.
Just above the hint box is the message bar. It contains the most recent message received from the server, error messages, various status messages, etc.
To the right is the main pane, and its contents change depending on the current mode. In most modes its screen space is rather underused on large monitor sizes.
To the left is the status bar. It contains current status information about the machine and the server. The status bar is divided into sections:
- Machine: A few important pieces of status information about the machine and controller.
- Pos: The current position of the machine in both the current coordinate system and machine coordinates.
- State: Miscellaneous state information about the machine.
- Job: Current job state and progress information.
Additionally, certain actions will cause overlay dialogs to pop up which can be interacted with.
Home Screen
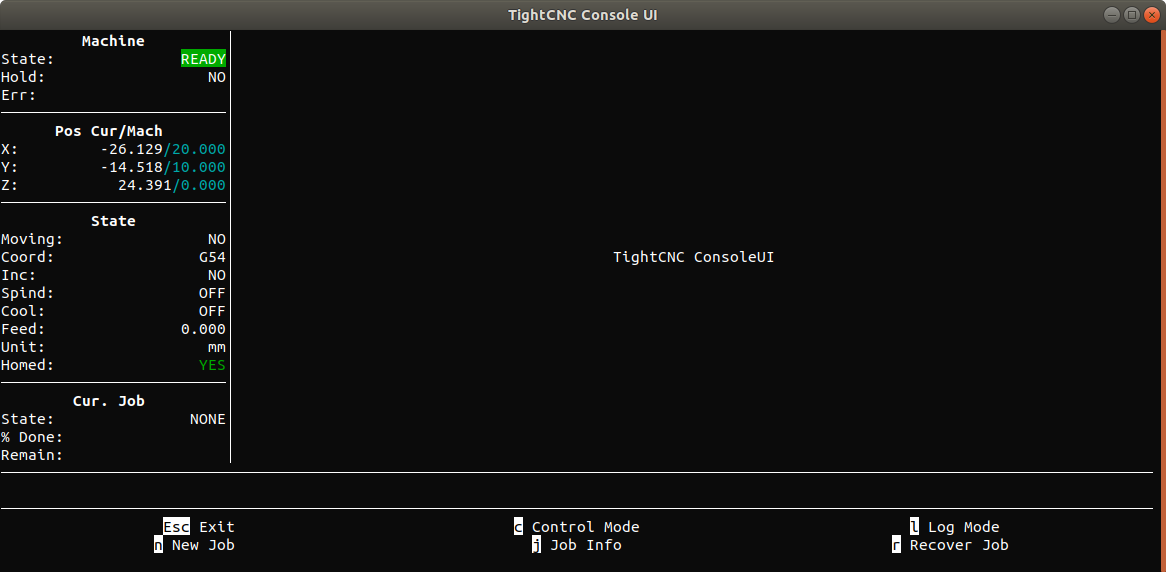
The home screen is pretty much blank except for a splash message. It is the launching point to get to the different modes.
In addition to the job modes listed below, the home screen also contains the 'recover job' function (see the section on job recovery).
If an interactive component on the server has requested user input and has been minimized, the i key will appear and will
be highlighted. In this case, hitting i will activate the minimized request for user input.
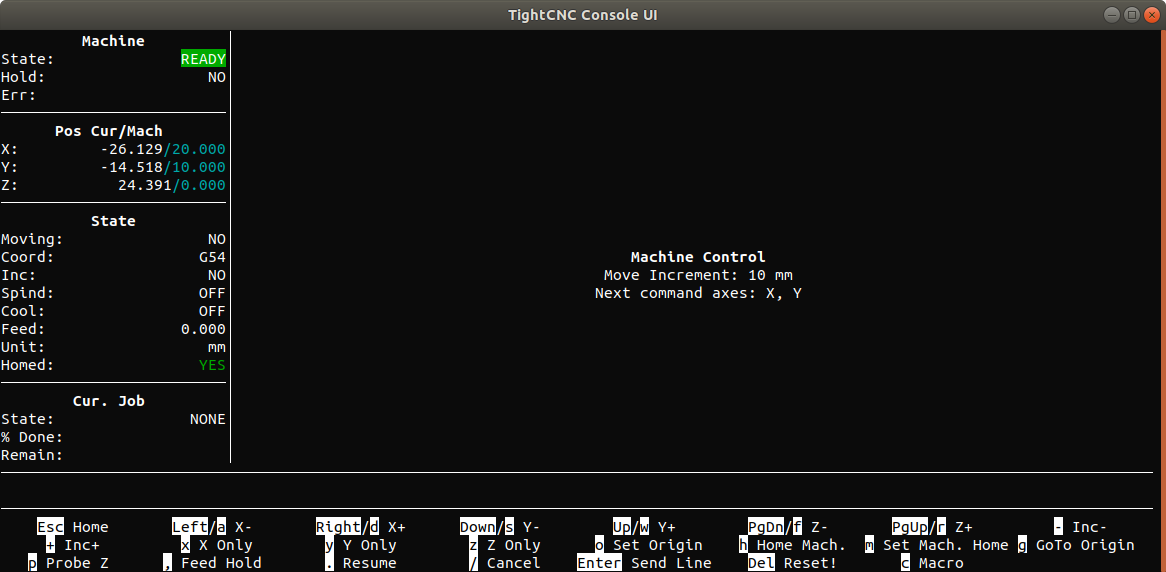
Control Mode
Hitting c on the home screen goes to control mode. This mode provides the ability to manually control the machine in real time (for example, jogging).
There are quite a few keybinds in this mode. The keybinds can be edited in the config file to customize it according to your needs (eg. to remap axes, or add macros). Additional keybinds
can also be configured for custom functions.
Several functions in this mode (including jogging) operate using an increment distance value (defaulting to 1mm). The current increment is displayed on the screen. The + and - keys can be used to adjust it.
Here are the functions with default keybinds:
- Arrow keys: Jog X (left/right) and Y (up/down) axes. Each keypress moves by one increment. Holding the key will repeat at a maximum feed rate.
- PgUp/PgDn: Jog Z.
- +/-: Increase/decrease the increment.
- x/y/z: Hitting one of these keys causes the next operation to only apply to the given axis (if relevant to the operation). More than one can be selected at a time. The currently selected axes are displayed on screen. For example, hitting the sequence "x y h" will home the X and Y axes but not Z.
- o: Set origin of current coordinate system to current position.
- h: Run the machine homing sequence.
- m: Set machine home (origin) to current position.
- g: Go to origin position.
- p: Probe downward on Z up to increment distance. Stops and reports back if probe trips.
- ,: Feed hold.
- .: Resume from feed hold.
- /: Cancel current operations and wipe machine queue.
- Enter: Send a gcode line to the machine. Pops up a textbox; enter the gcode to send and hit Enter again.
- Del: Reset machine.
- c: Run maCro. Pops up a dialog to select the macro, and then to select parameters.
Log Mode
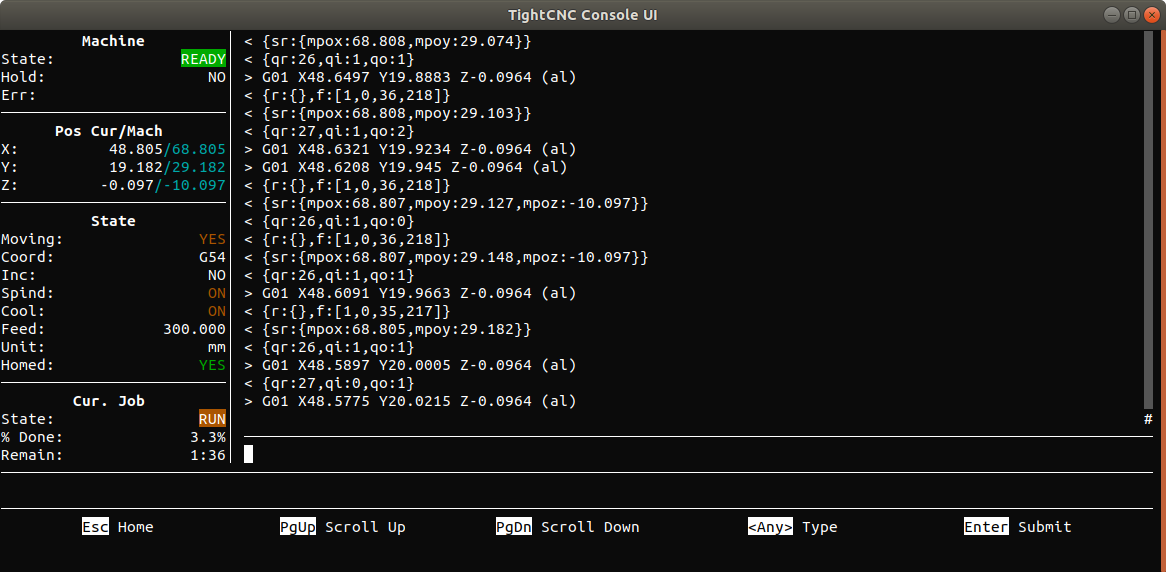
Hitting l on the home screen enters log mode. This mode displays traffic to and from the device, as well as messages from the server. It also contains a text box to
send lines to the controller. Type and hit Enter to send.
New Job Mode
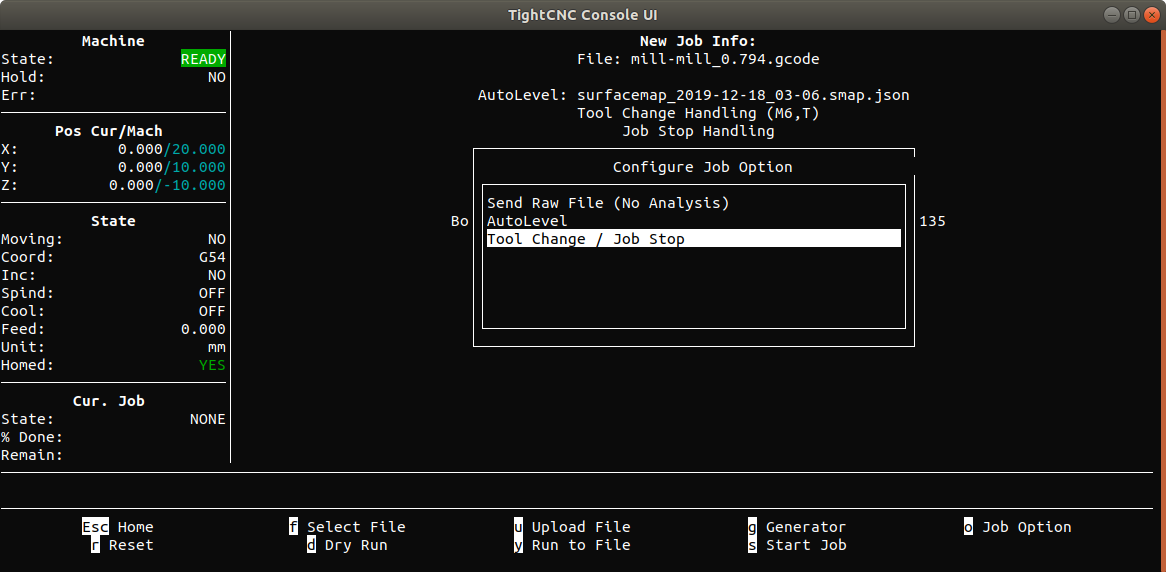
Hitting n on the home screen enters new job mode. This mode allows you to configure and run jobs. The current job configuration is displayed on screen, as well as results from a job dry run (if available).
Jobs can either be sourced from a file or a generator macro. Hit u to upload a file from your local machine, or f to select a file already uploaded. Hit g to use a generator macro (a dialog will be displayed to select the generator and parameters).
The o key is used to select job options. This is where you can find tool change and autolevel options. These pop up dialogs with configuration for each option.
The r key will reset the current job configuration and start with a new one.
Hit d to "dry run" the job, doing all software processing, but not actually going to the machine. Doing a dry run will cause estimated timing and bounding box
information to be displayed. Depending on job size and host specs, this could take a few minutes. The y key also performs a dry run, but outputs the
processed gcode to a file. Hitting y will pop up a dialog to enter the filename to save to.
The s key will start the job. A dry run is automatically performed before actually starting the job, so it might take a few minutes (depending on job size and host specs).
After the job has been started, it will automatically switch over to job info mode.
Job Info Mode
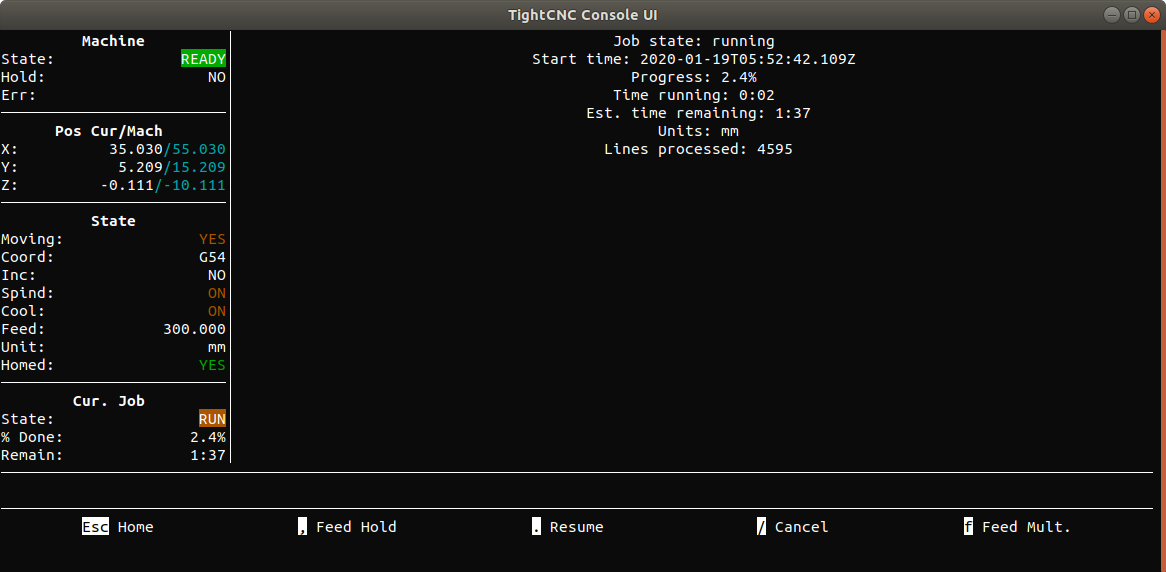
Hitting j on the home screen goes to job info mode. This mode displays detailed information about current job progress. This is also where
interactive job functions such as tool change, job stops, and feed override are used. Hotkeys for these functions will appear when they are available.
This mode also pulls in the keybinds for feed hold, resume, and cancel, from the control mode keybind configuration. This ensures that feed hold can be easily reached. Cancellation (either from here, or from control mode) cancels the current job and flushes any queues.
Automatic Job Recovery
Warning: Ensure the job recovery configuration is completely correct before using job recovery!
Jobs run through the console UI automatically have recovery tracking enabled. This saves job progress and machine state periodically, and enables restarting the job where it left off in the event of a crash or other malfunction. When a job successfully completes, the recovery file is removed. This also works on job cancellation, so if you need to temporarily interrupt a job, you can cancel it, then resume it later.
In the event of a crash/cancellation/etc, the job can be recovered by hitting r on the home screen. This will ask you how many seconds to "back up",
which "rewinds" the job that number of seconds before resuming. This can be used for cases like tool breakage where some amount of the job needs
to be retraced. Note that this amount of time is calculated on the simulated machine, so will only be accurate if time estimates are. Additionally,
the job is backed up a little bit further than the specified time to account for any possible uncertainty in the recovery point.
When r is pressed, the recovery job is started (which includes a dry run, which can take a few minutes in some cases). Before running any job
gcode, gcode is sent to the machine to reinstate the machine state at the point of recovery. The properties synchronized include: Motion mode, feed rate, arc plane, incremental mode, inverse feed mode, units, spindle state (direction, speed, running), coolant state (mist, flood), selected tool.
Additionally, the machine has to move to the recovery point. This is not done directly, but instead follows a clearance path, to avoid collisions with the workpiece.
This is done by executing two macros specified in the config file: one to move to the clearance position, and one to move from the clearance
position to the workpiece to start recovery. The parameter pos (along with the corresponding x, y, z) is passed to these macros and contains the recovery position.
Ensure these macros are correct before using job recovery, it it could end in expected machine behavior. See the macros section for more detail on customizing them.
The default configuration assumes a typical x, y, z configuration where machine Z=0 is the max height (and the clearance position), and the controller supports G53.
It basically sends G53 G0 Z0 to the controller then maneuvers to the recovery position. If this does not work for you, you will need to modify
these configuration macros.
The default macros and other configuration options can be found in the config defaults.
Note that the stats and progress information on recovery jobs only pertains to the section of the job that is actually run. Ie, the progress percentage displayed will always start at 0%.
Autolevel
Autoleveling uses a probe to map out raised areas on a surface, then adjusts job gcode to account for surface warpage. The TightCNC autoleveling implementation has a few extra features:
- The probing process takes advantage of existing predicted data to minimize probe clearance and speed up the probing process while still maintaining a safe clearance.
- Each point can be probed multiple times and averaged to ensure an accurate result.
- Long moves are automatically split up into segments and autoleveled separately so that long linear moves will actually follow surface contours.
- (TinyG Specific): Includes "soft" fixes for the bugs in the current stable TinyG firmware probe feature, ensuring reliable operation across coordinate systems.
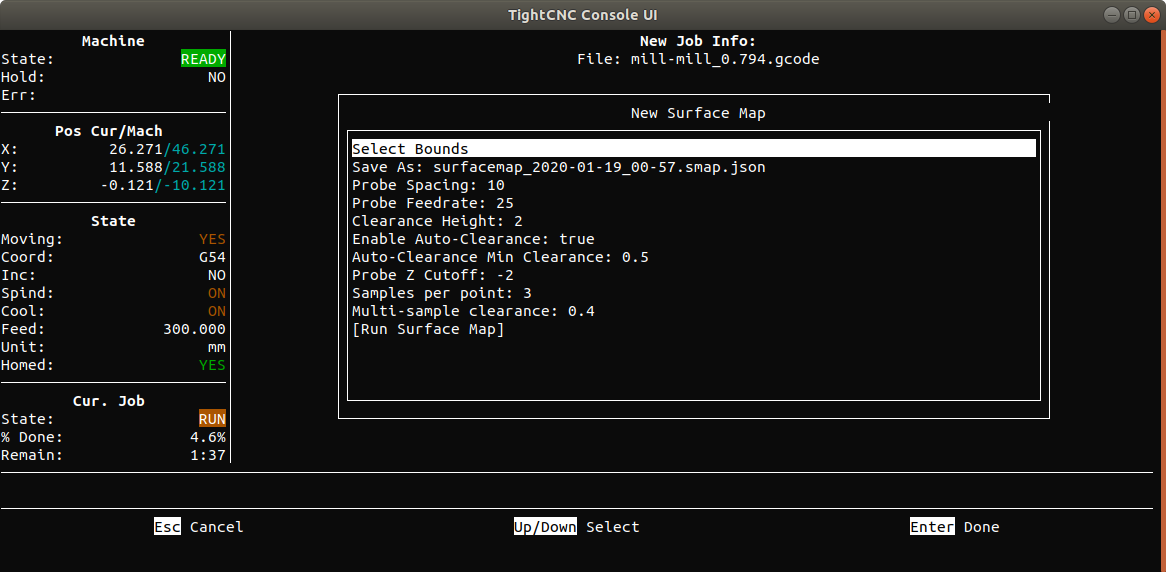
Autoleveling is accessed as a job option in new job mode. An existing surface map file from a past run may be selected, or a new one can be created. To create a new surface map, select 'Create New' in the surface map selection dialog. Options for the surface map are displayed. Most options have defaults, but bounds must be selected (either by entering manually, or inferring from the job, which triggers a dry run). Once the options have been configured, select 'Run Surface Map' to begin the process.
Make sure your probing setup is working before you start this process. The probe can be tested in control mode.
Tool Change
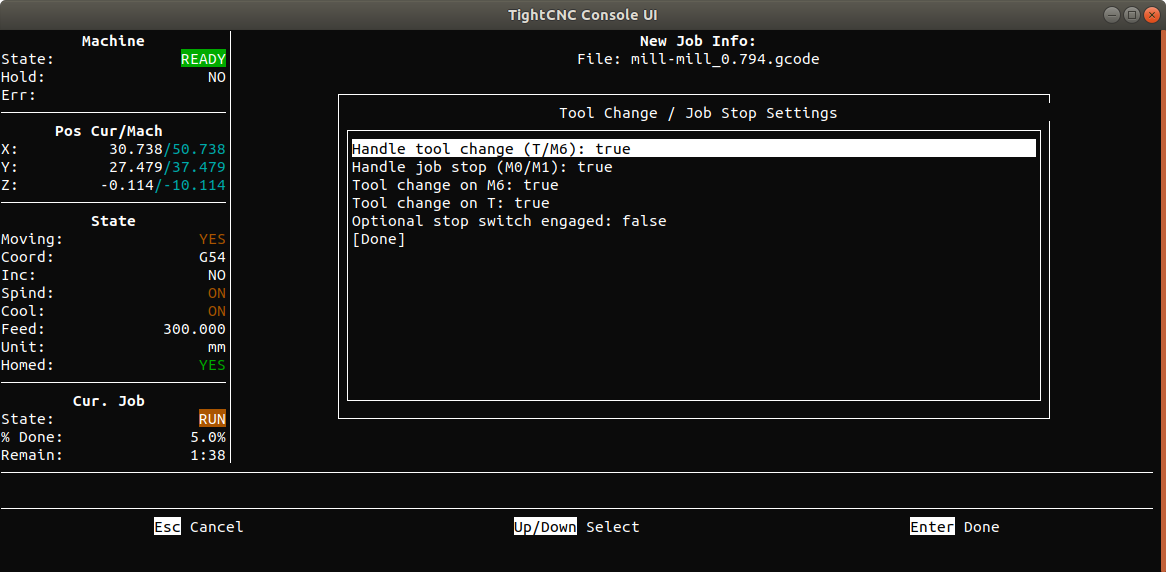
This option will intercept tool change gcode M6 and T, as well as job stop gcodes M0 and M1.
In the case of a job stop, gcode transmission to the machine is suspended, and once the already-sent gcode finishes executing, a message will be displayed indicating that the job is stopped. A key can then be pressed to resume from the stop.
In the case of a tool change, a few additional things happen:
- Spindle and coolant are turned off
- The pre-toolchange macro is executed (typically this would move the machine to a tool-change position)
- Wait for manual tool change and confirmation
- The user can configure a tool length offset by hitting
tin job info mode. Further gcode lines are adjusted for this offset. - The post-toolchange macro is executed and provided the position to move back to (typically this will move to just above the resume position)
- Spindle and coolant are re-enabled with appropriate options if necessary
- A dwell is executed to allow the spindle to spin up; the duration is the max of dwell durations seen thus far in the job
- The machine is moved back to the resume position and resumes the job
Make sure these macros are configured properly before using this feature. You can find an example in the config defaults and details about macros in the macro section.
Tool change handling is enabled as a job option in new job mode.
Live Feed Rate Multiplier
Hit f in job info mode to specify a feed rate multiplier. The runtime modification gcode processor minimizes the buffer between itself and the controller, but some
buffer is necessary for speedy operation. Depending on the size of the buffer and the duration of the gcode lines being executed, the feed override may take
time to take effect.
Command Line Interface Usage
If installed globally, the CLI should be available through the tightcnc command. If checked out from git, it can be found in ./bin/cli.js. Either way, the options to it are the same.
The --format option is available for all subcommands. It configures the format of the output of the command, and can take the values 'text' (default), 'json', and 'jsonpretty'.
tightcnc statuswill print out current machine and job status information.tightcnc hold,tightcnc resume, andtightcnc cancelall perform their corresponding operations.tightcnc sendsends a line of gcode to the server.tightcnc opsends an arbitrary operation request to the server and prints the result.tightcnc uploaduploads a gcode file.tightcnc jobstarts a new job or dry run.
These commands can be listed with tightcnc --help. Usage information for each subcommand can be listed with tightcnc <subcommand> --help.
Examples:
tightcnc status --format jsonpretty
tightcnc send G0X50Y30
tightcnc op probe -p pos='[ null, null, -2 ]' -p feed=45
tightcnc job -f myfile.nc -p recoverytracker:recoverySaveInterval=10
$ ./bin/cli.js --help
cli.js <command>
Commands:
cli.js status Get current status information [aliases: stat, st]
cli.js hold Feed hold
cli.js resume Resume from feed hold
cli.js cancel Cancel running operations
cli.js send <line> Send a gcode line
cli.js op <opname> Run a given operation
cli.js upload <file> Upload a file
cli.js job Start a job
Options:
--version Show version number [boolean]
--format Command output format
[string] [choices: "text", "json", "jsonpretty"] [default: "text"]
--help Show help [boolean]
Server Communications Log
TightCNC will automatically store a log of all communications with the device and some additional log information. This can be very useful for debugging issues with the device. The log is stored across several files which are automatically rotated to minimize disk usage. Settings for this rotation are in the config file.
Macros
TightCNC includes a macro system capable of being used independently, as part of a job, or as a source for job gcode (called a generator). Macros are written
in javascript and executed in the TightCNC context, and as such are considered privileged code (ie, don't run macros from untrusted sources). For security
reasons, macros cannot currently be edited via the API, and must be edited on disk on the server. It's possible this could change in the future. Macros
should be placed in the tightcnc macro directory (inside the configured base directory), and must end in .js.
Example basic macro (moves in a circle):
for (let angle = 0; angle < 2 * Math.PI; angle += Math.PI / 100) {
push('G0 X' + Math.cos(angle) + ' Y' + Math.sin(angle));
}
Shorthand Macros
Macros in the config file can be specified either as a macro name (which is translated to a filename in the macros directory) or as a shorthand macro. Shorthand
macros are arrays of strings which are simply sent as gcode lines in order. These string can also contain parameter substitutions in the form of ES6 string
interpolation. For example, a shorthand macro substituting for parameters might look like: [ "G0 Z10", "G0 X${x} Y${y}" ]
Macro Environment
The macro javascript code is executed in a context with the following available:
- Any parameters supplied. Parameters can be accessed by name as "raw" variables. Parameters that look like position arrays (short arrays of numbers) are additionally augmented by adding the properties 'x', 'y', and 'z' (or whatever the axis letters are) for easy access to these values. The special parameter
posis also automatically deconstructed and the variablesx,y, andzbecome available, corresponding to the components ofpos. push(gcode): Outputs the gcode line. If the macro is running independently, the line is immediately executed. If run as part of a job, it is pushed into the gcode processor chain for the job. The parameter topushcan be a string, an instance ofGcodeLine, or an array of words in a format accepted by the GcodeLine constructor. If a macro is intended to be used as a generator and can generate large amounts of gcode, you should call this asawait push(gcode);. This will allow backpressure to be exerted on the macro.await sync(): This waits until the machine has stopped and all buffers have emptied.await op(opname, params): This runs an operation and returns the result.await runMacro(macroName, params): Runs another macro.await input(prompt, schema): Prompt the user for input via the UI. See 'User Input` below.message(msg): Send a message to the UI to be displayed.tightcnc: A reference to the TightCNCServer object.controller: A reference to the Controller object. For example,controller.getPos()returns the current machine position (as an array).axisLabels: An array of the labels that correspond to axis numbers. This is typically something like[ 'x', 'y', 'z' ].XError,GCodeLine: References to these classes in they they're needed.macroMeta(obj): Specify macro metadata. See below.
Macro Parameters
Macros can be configurable and can accept parameters. Parameters are specified using the macroMeta() function. This function call must be before any other code in the file; any code above (or inside) it will not have access to the macro environment.
Example:
macroMeta({
params: {
speed: {
type: 'number',
default: 5000,
description: 'The speed'
},
startPosition: {
type: [ 'number' ],
isCoordinates: true,
description: 'Starting coords'
}
}
});
message('The speed was set to ' + speed);
message('Moving to starting position');
push('G0 X' + startPosition.x + ' Y' + startPosition.y);
Parameters are specified in common schema format.
Additionally, there may be cases that you want to merge in another macro's parameters with your macro's (typically when calling that macro and allowing the user to define the params).
To do this, add a mergeParams option to macroMeta() containing an array of macro names to pull additional parameters from.
Generator Macros
Generator macros are just ordinary macros that are intended to be used to generate gcode for a job. They must start with generator- to mark them as generators. In general,
calls to push() in a generator should be called with await to prevent filling up memory with large amounts of generated gcode.
Included Macros
There are a couple currently existing macros. More are planned. These are stored in src/server/macro/ inside the source repository. If a user macro has the same name
as a built-in macro, the user macro will override it. This can be used to easily customize the built-ins.
The current included macros are:
begin-generator: This macro is executed at the start of built-in generators to do things like start the spindle and coolant. This can be overridden for customized behavior.end-generator: Likebegin-generator, is executed at the end of built-in generators.generator-flatten-surface: This generates gcode to flatten a surface.mill-hole: This moves the machine in a motion to mill a round hole with a selected size.probe-pins-center: An example probing macro. When used with a contact probe and 2 vertical pins parallel to the Y axis, it will find the center of both pins using the probe and then find a reference point at the midpoint of the pins. To use, the probe must be positioned in between the two pins, and must be within 1 pin diameter of the lower pin.
Operations
A core internal concent in TightCNC is the operation. It is analogous to an API call, but is additionally used internally for other functions such as macros. Operations provide abstractions for common actions. The current operations are:
getStatus: Returns current server and machine status. Parameters:fields(an array of fields to return; if absent, all fields are returned),sync(if true, runs awaitSyncoperation before returning status)send: Sends a line of gcode to the controller. Parameters:line(the string gcode line to send),wait(if true, wait for confirmation the line was transmitted to the controller before returning)hold: Start a feed hold.resume: Resume movement from a feed hold.cancel: Cancel any running gcode, jobs, and macros, and flush the gcode queues.reset: Attempt to reset the controller.realTimeMove: Jogs the machine. Keep calling repeatedly to keep jogging. The controller implementation limits the number of buffered jogging gcodes to ensure the machine can stop quickly. Parameters:axis(axis number, x=0, y=1, etc),inc(amount to move, negative to move in reverse)move: Send a basic movement gcode (G0/G1). Parameters:pos(the position to move to, in array-of-numbers form),feed(feed rate)home: Runs the machine homing sequence. Parameters:axes(array of booleans; true in positions for the axes to home; if not present, all axes will be homed)setAbsolutePos: Set absolute machine coordinate origin. Parameters:pos(position to set absolute coordinates to, in number-array form; if not provided, origin is set to current position)probe: Performs a probe. Returns the position the probe tripped at, or throws an error if the probe does not trip. Parameters:pos(position to probe toward in number-array format),feed(probe feed rate)setOrigin: Sets the origin of one of the coordinate systems (ie, G10 L2). Parameters:coordSys(which coordinate system to use, 0-G54, 1=G55, etc; if null, the current coordinate system is used),pos(position to set origin to; if null, current position is used)waitSync: Waits until the controller has stopped running gcode before returning.getLog: Fetches a section of the rotating log. Parameters:logType("comms" or "message"),start(starting line number to return, or null),end(ending line number to return, or null),limit(max line numbers to return)provideInput: Respond to a server-side user input request. Parameters:inputId,valuecancelInput: Cancel a user input request. Parameters:inputIdlistFiles: Returns a list of data files.uploadFile: Upload a blob to the server as a data file. Parameters:filename(remote name for the file),data(contents of file)startJob: Start running a job. Parameters:filename(source data filename),macro(generator macro name, used instead of a filename),macroParams(generator parameters),rawFile(if true, skip most gcode processing and just send to the controller),gcodeProcessors(an array of objects like{ name: "gcode processor name", options: "gcode processor options" })jobDryRun: Performs a job dry run. Returns the results, including stats such as line count and predicted time. Parameters: Same asstartJob, with the addition ofoutputFilename(if provided, output processed gcode to this file)listMacros: Returns a list of available macros and parameter schemas for each.runMacro: Runs a macro. Parameters:macro(macro name),params(macro parameters)
Additional operations can be provided by plugins.
API
TightCNC's API uses JSON-RPC. It's like REST in that it uses HTTP as a transport, but it does not constrain itself to only the methods and concepts that HTTP provides. RPC-based APIs can be better suited to primarily imperative action-driven APIs with a variety of actions (REST is better for resource-driven object-access APIs).
All API calls have the same HTTP wrapper:
- Method: POST
- URL: http://:2363/v1/jsonrpc
- Header Content-type: application/json
- Header Authorization: Key (the auth key comes from the config file)
The body is in JSON and has this format:
{
"method": <operation name>,
"params": { <operation parameters> }
}
Responses are always HTTP 200's and are JSON objects. The object contains either a result key or an error key, and looks like this:
{
"result": <operation result>,
"error": null
}
Gcode Processors
Jobs in TightCNC can take advantage of gcode processors to modify the gcode, report back status, or interact with the user. Several built-in gcode processors are used to provide features such as autoleveling and tool change handling. Custom gcode processors can be provided in plugins.
Gcode processors are specified as part of the startJob operation parameters. Each one has a name and a set of parameters it accepts.
Custom gcode processors can be added as plugins. The bundled gcode processors are also implemented as plugins for autolevel, job recovery, runtime feed override, tool change.
Building Gcode Processors
Custom gcode processors can be added as plugins. Gcode processors are subclasses of the GcodeProcessor class, which itself is a subclass of a Node.JS Transform stream.
Internally, a gcode processor is just a Transform stream operating on instances of GcodeLine. There are a few helper methods to help with wrapping the gcode lines.
Here's an example gcode processor as a plugin. It simply doubles all X and Y coordinates found, enlarging a job by a factor of 2.
const GcodeProcessor = ; { if gline gline; if gline gline; return gline; } moduleexports { tightcnc;};Plugins
TightCNC can be augmented by installing external plugins. Plugins can add gcode processors, register new operations, add new console ui components, and generally augment the internals of the server and consoleui client. Currently, the only plugins that exist are the built-in ones, but new plugins can easily be added externally.
Plugins can be installed using npm. Plugins that are published can be installed with npm install, and local ones can be installed with npm link. TightCNC
just has to be able to require() the plugin.
After installing the plugin, it must be added to the plugins array in the TightCNC configuration to be loaded.
A plugin exports two functions: registerServerComponents(tightcnc) and registerConsoleUIComponents(consoleui). Both functions are optional.
These functions are called on server/client startup to register whatever is needed. An example of a plugin registering a gcode processor
is above. Take a look at the built-in plugins for more examples of how to plug in to TightCNC and interact with the user.
TinyG/G2Core
Currently, both TinyG and G2core should be supported, but only TinyG is tested. TightCNC's TinyG implementation is optimized to take advantage of the tinyg's internal feedback to track a gcode line's progress through the various queues until it is executed. This information is made available through events and can be taken advantage of by other components.
When the TinyG controller initializes, it configures ccertain device parameters. If you are using your device with other control software, make sure it is compatible with these settings, or record your current values of these settings so they can be restored if needed.
The settings currently configured on startup are:
- $js=0 - Output abbreviated json
- $ee=0 - Turn off echo (this should generally already be off before starting TightCNC)
- $jv=4 - Json verbosity setting
- $sv=1 - Enable filtered automatic status reports
- $qv=2 - Enable triple queue reports
- $si=250 - Status report interval (or from config)
- $sr - Sets status report fields
It is highly recommended that you use RTS/CTS (hardware flow control) when using TightCNC's default configuration. The aggressive sending algorithm
can sometimes overfill the controller's receive buffer. This isn't an issue with hardware flow control enabled, but without it, this can lead
to datastream corruption. If you cannot use hardware flow control, you should probably disable the aggressive sending algorithm by setting
controllers.TinyG.maxUnackedRequests to 8 (in the config).
GRBL
The GRBL controller implementation works with both the grbl 0.9 protocol and grbl 1.1 protocol. Block execution timing is supported even without line number support compiled into grbl. Feed and acceleration values are loaded from the device, then used to estimate how long each move will take. This is augmented with other protocol information to predict when each block starts and finishes executing.
The grbl protocol version is autodetected. Just make sure the baud rate setting in the config file is correct for your version.